Vintage Workshop
Vintage WorkshopServices for Brough Superior motorcycles and their contemporaries
|
Vintage Workshop Services for Brough Superior motorcycles and their contemporaries |
KTOR cam followers, last update: 22-07-2004
| These are the cam follower castings. Nice little things, thank you MFC! |
|
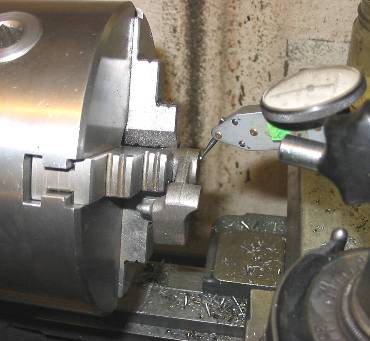
| I wondered for a while how to start machining them. Then I decided I could just grab the pivot boss in the 4-jaw, align the casting nicely, and then carefully face the boss and set a centre bore. |
|
| This proved successful enough, so I just went ahead and bored and reamed the pivot bore. |
|
| Now I could put them onto a mandrel and face the other side of the bore. |
|
| This looks quite promising already. |
|
| Now, with a pivot bore that has an exact dimension and two true end
faces, all I needed was a little jig to hold it on the mill.
This enabled me to centre drill in the correct location, drill a bore exactly parallel to the pivot, ream it to size... |
|
| ... and countersink it. This is a deviation from original, but I find it an improvement. I usually machine a very small countersunk "head" to the pin when I make it, and rivet the other end into a countersink as well. In this way the pin is securely held and does not protrude. |
|
| The next operation was to cut the slot for the roller. Lots'a swarf... |
|
| Unfortunately it occurred to me only now that I needed a different kind of jig to machine the radius on which the tappets are bearing. |
|
| I could have done all the previous machining on this jig as well... ... but at least, it did a good job for machining the radius. |
|
| Now that looks nice, but I will still have to make the pins, bronze
bushes and rollers.
And I think I will have the followers cyanide hardened. |
|
| Well, I have still not got round to getting the followers hardened, but my friend Peter has asked me could I machine some more for him while I was at it... |
|
| To be continued.... |
Any kind of feedback to
![]() is
appreciated
is
appreciated
(sorry, this is not a clickable 'mailto:' hyperlink. If you want
to write me, please type my address in your mailer. )