Vintage
Workshop
Vintage
WorkshopServices for Brough Superior motorcycles and their contemporaries
|
Vintage
Workshop Services for Brough Superior motorcycles and their contemporaries |
AMAL carburettor rebuild/modification
Well, just to show what lengths we
sometimes have to go...
| Not being able to find the correct 6/022 carburettor this is what I
started with:
a quite battered 6/024 body. |
|
| The first thing was repairing the damaged top end thread by silver
soldering, turning it back and re-cutting it.
Then I cut off the flange. Yes it hurts, but what could I do... |
|
| Next, I made a nice jig to hold the carb by the thread for the bellmouth
to machine the stub end.
Only to find that AMALs did not care to make this thread run true to the bore of the carb.... |
|
| Thus I made a mandrel to go inside the bore. This was successful and enabled me to machine a step that would run true to the bore. |
|
| Turning up the stub end from a brass bar was an easy job, but next time I would leave the whole bit unmachined as it distorts a little during silver soldering. I had left about 0.2mm machining allowance on all the faces which proved only just enough! |
|
|
This is how the whole lot looked after silver soldering and cleaning up. |
|
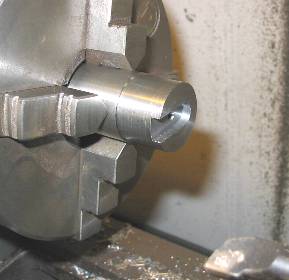
| Now the stub end needed just machining to final dimensions and cutting
the slots.
You can also see I have already bored out the worn bore for the main slide. |
|
| For making up an oversize slide I followed a (reputedly) proven path:
Cut the top off an old worn slide and solder a new bottom to it.
To cut the top nicely off, I made a little jig that holds the old slide on the lathe. It will come in useful later as well. |
|
| The slide is held in the jig with a small M3.5 screw and, of course, the
recess shown above.
It can now safely be parted off and be machined to go inside the new sleeve. |
|
| These are the machined top and sleeve before soldering up. Note the sleeve is still oversize inside and outside. |
|
| Due to the big contact area within the recess I made I think I can afford to soft solder the whole lot. I used a high melting-point pure tin solder. |
|
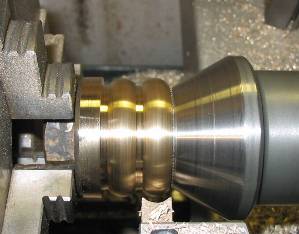
| Now the whole thing can go back onto the jig and is turned to size
inside and outside.
Yes, it did tend to chatter a bit, so I needed to steady it with a piece of cloth and my left hand... |
|
| I made the jig small enough, so I could try the carb on the slide. |
|
| As I mentioned before, the jig came in useful in machining the cutaway |
|
| Now I was already quite happy with my result, though I still lack a jet
block. This I have been promised already, but I heard the brass clamps for the stub are unobtainable. |
|
| After thinking of different ways to make this clamp I decided to silver
solder it up from two bits.
I have an old French AMAL carb in unrestored condition which seems to have a soldered up clamp as well! So here I go and machine a few rings. I found that grinding a special tool is much faster than fiddling around with the radial and cross slides. |
|
| Next, the rings needed a recess for the bolt bit. |
|
| Now the two parts can be silver soldered together. |
|
| Please do not ask me how much time I spent cleaning up the soldering
joint... But here, he slot is being cut. |
|
| Finally I made the bolts from stainless hex bar. Yes, the hexagon is
about 1mm too large, but I did not have this strange size of stainless hex
bar and I did not feel like machining the odd 8.7mm hex on the mill. Why I made 3 clamp rings? Well usually it does not take too much more time once you are set up. No the other two are not for sale, but I'd always consider a swap! |
|
| After obtaining a jet block (thank you Joe!) I had to finish the slide
to suit.
I had to find that the slide will never run if you make it a nice fit on the guide rails of the jet block, as the rails will never be 100% parallel and concentric in the bore of the mixing chamber! In the end I went for about 0.2mm clearance which did the trick. |
|
| Now this is the satin nickel plated carb, more or less ready to fit.
The float chamber is not too nice, as it was a quite corroded item; if you have a spare one we may talk a deal! |
 |
Any kind of feedback to
![]() is
appreciated
is
appreciated
(sorry, this is not a clickable 'mailto:' hyperlink. If you want
to write me, please type my address in your mailer. )